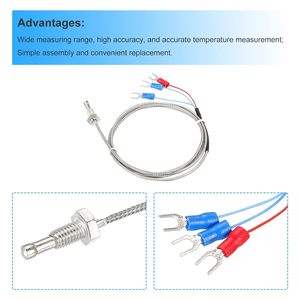
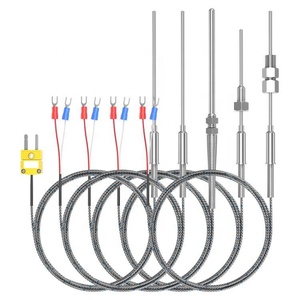
Types of pt100 m8 temperature sensors
Temperature sensors play a key role in measuring temperature in various applications and industries. One of the widely and popularly used types of temperature sensors, particularly in industrial applications, is the PT100 m8 temperature sensor. This sensor is a resistance temperature detector (RTD) that provides highly accurate and stable temperature readings. It has different forms for diverse applications. Below are the various types.
PT100 standard form
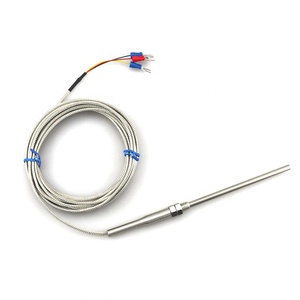
The PT100 standard form is the most commonly used PT100 m8 temperature sensor in industrial settings. This sensor features a thin platinum wire with a resistance of 100 ohms at 0 degrees Celsius. As the temperature increases, the resistance of the wire increases linearly. This specific form of temperature sensor is normally encapsulated in a stainless steel protective sheath, which helps it measure temperature in harsh environments and keeps it safe. It is thus ideal for use in liquids, gases, and solids. Other common applications include food processing, chemical plants, and power generation.
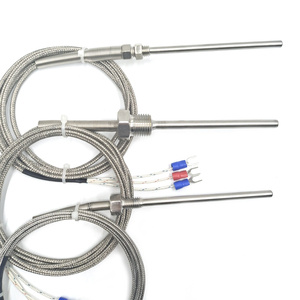
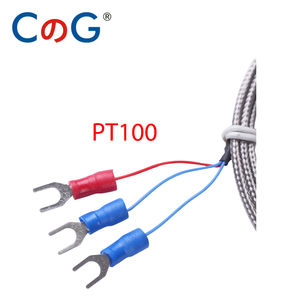
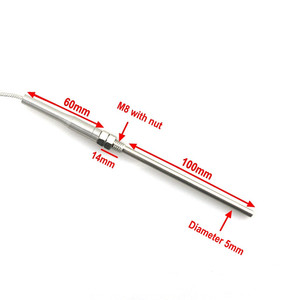
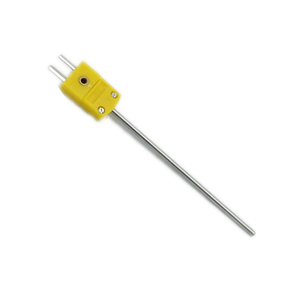
PT100 M8
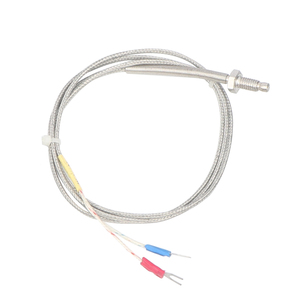
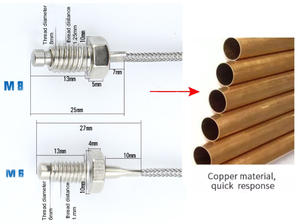
The PT100 M8 is a miniature version of the standard PT100 sensor. What makes this temperature sensor stand out is the M8 connector in the modification. This feature thus makes the sensor better suited for environments where space is limited. Just because it is compact, do not be misled. It still maintains the same level of accuracy and measurement as its standard-sized brother. In addition, the M8 connector allows for easier and more robust connections, especially in machines or equipment that have tight spaces. These characteristics make the PT100 M8 temperature sensor ideal for applications in mobile machinery and aerospace.
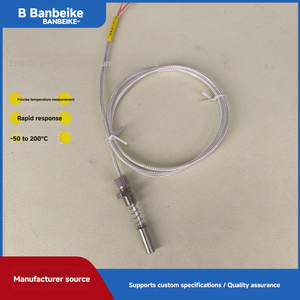
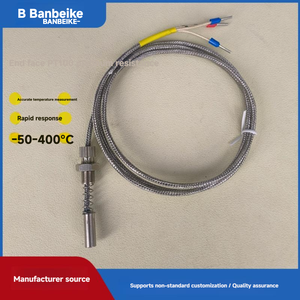
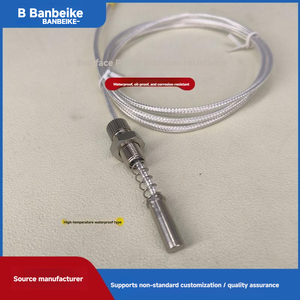
Waterproof PT100
As the name suggests, the Waterproof PT100 is designed to operate reliably in wet and harsh environments. This model comes with a protective housing and premium sealants on the PT100 sensor, which offers high levels of water ingress protection, e.g., IP67 or IP68. This feature is what enables these sensors to effectively measure temperature in water, chemicals, and even steam, which makes them go-to options for industries such as water treatment, pharmaceuticals, and outdoor construction sites. Their durability and accuracy in extreme conditions make them necessary when choosing sensors for hostile environments.
PT100 Class A and B
PT100 sensors can also be classified by grade, namely Class A and Class B. Class A sensors are industrial-grade sensors that provide high accuracy with small deviations. Since they are more accurate than others, they will probably cost more. On the flip side, Class B sensors are commercial-grade platinum resistance temperature sensors. They will usually be less expensive but still deliver good performance in less demanding situations, thus making them ideal for quick fixes. Both classes use 100 ohms of platinum at 0 degrees Celsius and can measure a range of up to -196 to 850 degrees Celsius. However, deviations in the classes are - Class A can have an accuracy of ±0.5 at 0°C, while Class B can have ±1 at 0°C. Therefore, the choice between Class A and Class B will depend on the application and its accuracy requirements.
Materials used to make PT100 M8 temperature sensors
Resistance temperature detectors are known to be highly accurate temperature sensors. This is especially so with the PT100 M8 temperature sensor. This sensor utilizes platinum as its key material due to its unique electrical properties. Below are the materials commonly used in PT100 M8 temperature sensors.
Platinum
Platinum is the premier material used in PT100 sensors. It is chosen due to its excellent temperature coefficient of resistance. What this means is that it is highly resistive and does not change its resistance quite easily. Additionally, platinum is chemically stable and will not react to many types of chemicals. It is also malleable, which allows it to be formed into thin wires without breaking. All these properties enable the PT100 sensor to measure very accurately from -200 °C to 850 °C.
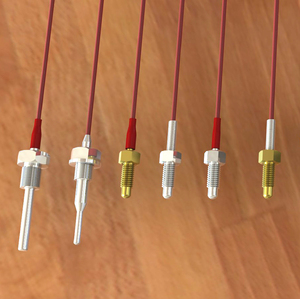
Stainless steel
Another material used in PT100 M8 temperature sensors is stainless steel. It is mainly used for sensor housings. A key feature of stainless steel is that it is highly resistant to corrosion. This is one of the key reasons it is chosen since most environments where the sensor is used will have chemicals, moisture, or extreme temperatures that could degrade other metals. In addition, stainless steel is durable, which helps protect the sensor from physical impacts or in harsh environments.
Copper
Copper is used for the connecting wires in PT100 M8 temperature sensors. It is favored because of how conductive it is. This allows electrical signals corresponding to temperature measurements to be transmitted with minimal resistance. This will in turn reduce signal loss or inaccurate readings. However, copper is not as chemically stable as platinum. This is the case since copper can react with certain corrosive substances. The manufacturers, therefore, insulate the copper wires using premium-quality materials such as PVC or silicone to maintain them safe.
Glass insulation
PT100 M8s that need to operate in extremely high temperatures will use glass fibers as insulation. These fibers can withstand up to 1000 °C, thereby protecting the platinum wire from degradation. Glass fibers are also durable and provide mechanical protection to the sensor. This makes it ideal for industries such as metallurgy and petrochemicals, which often include high temperatures.
Scenarios where PT100 M8 temperature sensors are useful
PT100 M8 temperature sensors are greatly versatile. They are applicable in many industries because of the accurate readings they provide and the harsh environments they can endure. The following scenarios are where these temperature sensors are most commonly used.
Aerospace
The aerospace industry is one of the industries that use PT100 M8 temperature sensors to do their work. These sensors are compact and lightweight, which make them perfect sensors to use in this industry. PT100 M8 temperature sensors are used to monitor engine temperatures, fuel gauges, and other critical systems. In addition, their accuracy over a wide range of temperatures makes them ideal for ensuring the performance and safety of equipment in the ever-changing flight conditions.
Food industry
The PT100 M8 temperature sensors have important applications in the food and beverage industry. Temperature control is crucial in the processing, storage, and transportation of food. These sensors are used in various processes, from monitoring pasteurization temperatures to ensuring that fermentation rooms are at the right temperature. These sensors are durable and easily integrated into existing systems. They thus make them ideal for quality assurance in hygiene-conscious environments.
Pharmaceutical industry
The PT100 M8 temperature sensor is another industry where these sensors are used: the pharmaceutical industry. Temperature control is critical in drug manufacturing, storage, and transportation. PT100 M8 sensors monitor and control temperatures in come vaccines, medicines, and biopharmaceutical products storage warehouses. These sensors are accurate, reliable, and compliant with industry standards. They make them essential for ensuring product safety and efficacy in this strict industry.
Plastics industry
In the plastics industry, PT100 M8 temperature sensors play a key role in monitoring temperatures during injection molding, extrusion, and other manufacturing processes. Since these sensors are compact, they conveniently fit into tight spaces in machinery. They provide accurate temperature measurements of raw materials during processing. This ensures consistency in the final products. They also withstand harsh environments and provide durable and reliable performance in the rapidly changing conditions of plastic production.
How to choose PT100 m8 temperature sensors
Choosing the right PT100 M8 temperature sensors for a client is necessary to ensure the PT100 M8 temperature sensors perform accurately and effectively in their designated function. Below are factors to consider when choosing these sensors.
Accuracy and range
PT100 M8s have different classes of accuracy. Some have ±0.5% at 0°C, while others have ±1% at 0°C. Select one that will meet the required accuracy for the intended function. Another thing to pay attention to is the temperature range. The resistance of these sensors is 100 ohms at 0°C. However, at other temperatures, the resistance will vary from -200°C to 850°C. Choose a sensor that can measure the required temperature in that operating environment.
Material
PT100 M8 temperature sensors come in different materials. Each has its advantages and disadvantages. For instance, platinum is the go-to material for these sensors because of its resistivity and stability in extreme temperatures. It, therefore, allows the sensors to be very accurate over a large temperature range. In addition, these sensors are encased in stainless steel. It is durable and protects the sensor from damage in harsh environments. The connecting wires are usually made of copper to ensure high conductivity. Therefore, carefully considering these materials will ensure durability in challenging environments.
Application
PT100 M8 temperature sensors are used in several industries, e.g., aerospace, pharmaceuticals, or food processing. Each industry will have its unique challenges and requirements for temperature measurement. For example, food and beverage processing industries need sensors that can operate in high humidity and wash-down environments. On the other hand, pharmaceutical industries require sensors that are resistant to aggressive chemicals and easy to sanitize.
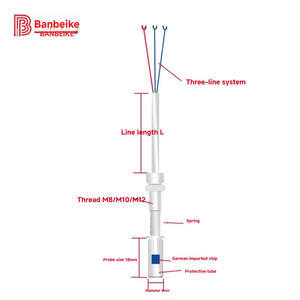
PT100 M8 sensor placement
These sensors need to be placed in the right positions in order to acquire accurate temperature measurements. A few places where these sensors are usually located during installation are reactors, heat exchangers, and storage tanks. They monitor and control the temperatures of these essential processes. In addition, they must be placed in locations that will avoid exposure to direct contact with extreme heat sources or cold currents. If they do, it will lead to getting false readings.
Q&A
Q. What is the difference between PT100 and thermocouple sensors?
Both are types of temperature sensors that measure temperature. A key difference between them is that platinum is used to make PT100 sensors, while various metals are used to make thermocouples. These metals include copper, iron, and thermoelectric voltage. This voltage will generate at the junction where two different conductors are joined together. One will be heated, while the other one will be left at ambient temperature.
Q. What industries frequently use PT100 sensors?
These sensors are frequently used in industries requiring precise temperature control and monitoring. Some of these industries include the pharmaceutical and food and beverage industries. Others are chemical manufacturing, aerospace, and energy. They are favored in these industries due to their durability and accuracy.
Q. How does the environment affect PT100 sensor performance?
Manufacturers ensure that these sensors are encased in protective materials like stainless steel to minimize environmental effects. They protect the sensitive platinum element from chemicals, moisture, and physical debris in harsh environments. In addition, features like the M8 connector ensure better sealing against dust and water. This allows the sensors to maintain durability and accuracy in challenging conditions.
Q. Are PT100 sensors suitable for outdoor applications?
These sensors are ideal for outdoor applications that require temperature monitoring. It is especially so when the operating range is between -200°C and 850°C. However, their outdoor effectiveness will depend on ambient temperature. They also depend on wind exposure, which affects the temperature measurement of outdoor machinery.
Q. Can PT100 sensors be used in high-temperature environments?
Yes, these sensors are highly effective in measuring temperatures in high environments. They can do so because of their remarkable range of -200°C to 850°C. They thus make a suitable option for industries like metallurgy and oil and gas, which frequently experience extreme heat. However, continuous exposure to temperatures above 500°C will degrade their long-term accuracy and performance.







































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4